
Produtos









Estampagem de metal de alta precisão
Procurando precisão em nível de mícron? A Nuote Metals, uma fábrica na China, fornece estampagem de metal personalizada de alta precisão para componentes complexos em dispositivos automotivos, eletrônicos e médicos. Nossas ferramentas avançadas garantem tolerâncias rigorosas e bordas sem rebarbas, eliminando retrabalho e refugo. Se você precisa de formas complexas ou consistência de alto volume, nosso processo de estampagem garante repetibilidade peça após peça. Resolva o mau ajuste e o desgaste prematuro com estampagem de metal projetada com precisão. Confie em nós pela qualidade que reduz custos e aumenta a confiabilidade.
Enviar consulta
Descrição do produto
Quando seu projeto requer características medidas em mícrons ou ângulos de curvatura mantidos em meio grau, a estampagem convencional não é suficiente.Estamparia metálica de alta precisãocombina tecnologia avançada de prensas, ferramentas de metal duro e controle de processo rigoroso para fornecer componentes que atendam às especificações exatas — peça após peça, em milhões de ciclos.
Nuote Metalsé especializada em estampagem de metais de alta precisão para indústrias que incluem dispositivos médicos, conectores aeroespaciais, sensores automotivos e eletrônicos. Este guia explica nossas capacidades, sistemas de qualidade e abordagem transparente para fabricação de precisão.

Aplicações no mundo real da nossa estampagem de precisão
Caso 1 – Carcaça do Sensor Médico
Um fabricante de dispositivos médicos precisava de um invólucro de aço inoxidável com planicidade crítica de 0,05 mm em 40 mm de comprimento. Utilizando estampagem de metal de alta precisão, produzimos 200.000 unidades com um Cpk de 1,33 na característica de planicidade. O cliente passou na inspeção da FDA sem nenhuma descoberta relacionada às nossas peças.
Caso 2 – Terminal Conector Automotivo
Um fornecedor automotivo de nível um exigia um terminal de latão com um orifício de 0,3 mm de diâmetro posicionado dentro de ± 0,01 mm da posição real. Nossoestampagem de metal de alta precisãoO processo manteve a tolerância em 5 milhões de peças, eliminando a necessidade de furação secundária e economizando ao cliente US$ 0,02 por peça.
Parâmetros Técnicos e Capacidades
Nós definimosestampagem de metal de alta precisãopelas tolerâncias que mantemos e pelos recursos que produzimos.
Tolerâncias Dimensionais
| Recurso | Precisão Padrão | Alta precisão (mediante solicitação) |
|---|---|---|
| Diâmetro do furo (menos de 5 mm) | ±0,025mm | ±0,010 mm |
| Distância central furo a furo | ±0,025mm | ±0,010 mm |
| Contorno em branco (borda cortada) | ±0,050mm | ±0,025mm |
| Ângulo de curvatura | ±0,5° | ±0,2° |
| Altura formada (ondulações, deslocamentos) | ±0,05mm | ±0,02mm |
| Planicidade acima de 50 mm de comprimento | ±0,10mm | ±0,05mm |
| Altura da rebarba (borda cortada) | ≤0,05mm | ≤0,02mm |
Espessura do material e capacidades de prensagem
| Parâmetro | Faixa |
|---|---|
| Espessura do material (aço, inoxidável, latão) | 0,10 mm – 2,0 mm |
| Espessura do material (alumínio, cobre) | 0,15 mm – 2,5 mm |
| Tonelagem de imprensa | 25 – 200 toneladas |
| Velocidade de prensagem (para trabalho de precisão) | 100 – 400 SPM (mais lento que estampagem de alta velocidade) |
| Largura máxima da faixa | 300 milímetros |
| Capacidade de peso da bobina | Até 1.000kg |
Materiais que normalmente carimbamos
- Aço inoxidável – 304, 316, 301 totalmente duro
- Aço carbono – SPCC, SPCD, 1008, 1010, 1045
- Latão – C26000, C26800
- Bronze fosforoso – C5191
- Cobre-berílio – C17200 (tratado termicamente após estampagem)
- Alumínio – 5052, 1100, 6061 (recozido)
- Prata níquel – para contatos resistentes à corrosão
Dê uma olhada em nossa oficina de estamparia para saber como fazemos uma peça de estampagem.
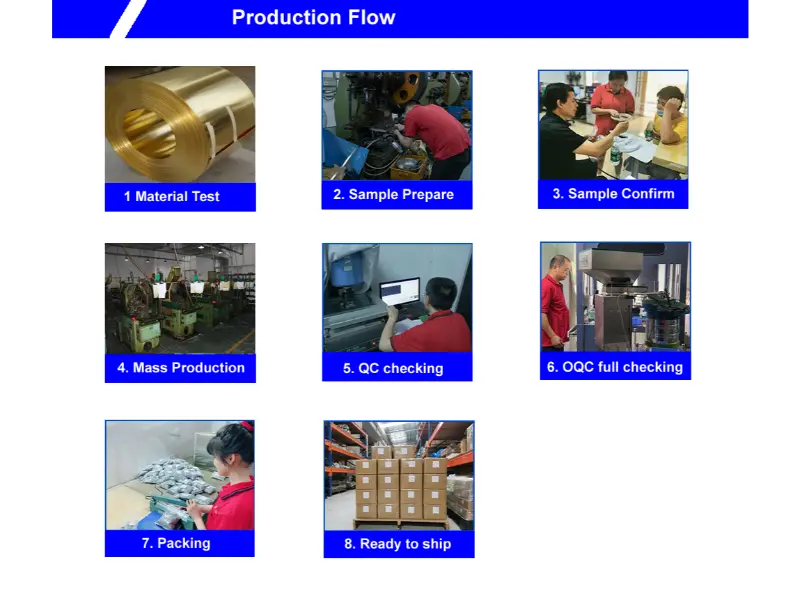
Nosso processo de estampagem de metal de alta precisão em sete etapas
Seguimos um fluxo de trabalho disciplinado para alcançar e manter tolerâncias rigorosas.
Passo a passo da matéria-prima à peça acabada
1. Fornecimento de materiais –Compramos bobinas certificadas de fábricas aprovadas. Cada bobina recebe um número de calor para rastreabilidade total.
2. Inspeção de Materiais –As bobinas de entrada são testadas com um espectrômetro e um medidor de espessura a laser. Rejeitamos qualquer bobina com variação de espessura superior a ±2% da nominal.
3. Personalização ou configuração de ferramentas -Para peças novas, projetamos e usinamos matrizes progressivas de metal duro com perfis cortados por eletroerosão a fio (tolerância na abertura da matriz ±0,002 mm). Para ferramentas existentes, nossos técnicos verificam o alinhamento da matriz e a condição do pino piloto.
4.Inspeção do primeiro artigo –A prensa produz 50 peças de amostra. Usando um CMM ou sistema de visão, medimos todas as dimensões do desenho. Um relatório FAI completo é enviado ao cliente.
5. Produção em massa –Após a aprovação, operamos a impressora em velocidade otimizada (normalmente 150–250 SPM para trabalhos de precisão). As verificações durante o processo ocorrem a cada 500 peças para dimensões críticas.
6. Chapeamento Subcontratado (se necessário) –Para peças que requerem revestimento de zinco, níquel, estanho ou ouro, enviamos lotes para nossos parceiros certificados. A espessura do revestimento é verificada por XRF.
7. Inspeção Final de Saída –Utilizamos máquinas de classificação óptica para inspeção 100% de dimensões críticas. Uma amostra AQL (Nível II, 1.0) é extraída para verificação completa. Um Certificado de Conformidade acompanha cada remessa.
Garantia de Qualidade e Certificações
Nossoestampagem de metal de alta precisãoas operações são apoiadas pelas seguintes certificações:
| Certificação | Escopo |
|---|---|
| ISO 9001:2015 | Sistema de gestão de qualidade |
| IATF16949 | Qualidade automotiva (disponível para projetos automotivos) |
| ISO 13485 | Qualidade do dispositivo médico (disponível mediante solicitação) |
| RoHS/REACH | Conformidade material |

Cada remessa inclui:
- Certificado de teste de moinho (química e dureza do material)
- Relatório de inspeção do primeiro artigo (para novas ferramentas)
- Relatório de inspeção dimensional (para lotes de produção)
- Certificado de chapeamento (se aplicável)
- Certificado de Conformidade Assinado
Políticas transparentes para estampagem de precisão
Exemplo de política –50 peças grátis de ferramentas novas (o cliente paga o frete)
Quantidade mínima de pedido –10 mil peças para novos ferramentais; 5.000 para ferramentas existentes
Prazo de entrega para ferramentas -20 a 30 dias úteis para matrizes progressivas
Prazo de entrega para produção –10 a 15 dias úteis após a aprovação da amostra
Propriedade de ferramentas -O cliente mantém a propriedade das ferramentas; nós armazenamos gratuitamente
Política de devolução -Peças defeituosas substituídas sem custo
Nuote Metalsnão cobra pela requalificação se as tolerâncias não forem atendidas nas primeiras amostras.
Clientes com os quais estamos cooperando
Perguntas frequentes
Q1: Qual é a diferença entre estampagem de metal de alta precisão e estampagem convencional?
R: A principal diferença é o nível de controle dimensional. A estampagem convencional normalmente mantém tolerâncias de ±0,10 mm a ±0,25 mm. Nossa estampagem de metal de alta precisão atinge ± 0,025 mm nas posições dos furos e ± 0,05 mm nos contornos da peça bruta. Isso é possível usando matrizes de metal duro com aberturas de corte por eletroerosão a fio, prensas com sistemas de aríete guiado e controle estatístico do processo durante o processo. Para aplicações onde as peças serão usadas em montagem automatizada ou onde o ajuste aos componentes correspondentes é crítico, recomendamos estampagem de metal de alta precisão para evitar retrabalho ou falhas de montagem.
P2: Como você mantém a vida útil da ferramenta mantendo tolerâncias tão rígidas ao longo de milhões de cursos?
R: Usamos pastilhas de carboneto de tungstênio para todas as estações de corte e conformação. O metal duro mantém arestas vivas 10 a 20 vezes mais do que o aço para ferramentas, o que evita o crescimento de rebarbas e desvio dimensional. Também aplicamos revestimentos de TiCN ou AlCrN em punções para reduzir o atrito. Nossos engenheiros de ferramentas monitoram o desgaste do punção por meio de sensores internos que medem a força de decapagem; quando um limite predeterminado é atingido, a prensa para automaticamente. A vida útil típica da ferramenta para estampagem de metal de alta precisão em aço inoxidável de 0,5 mm é de 3 a 5 milhões de golpes antes de ser necessária nova afiação.
Q3: Você pode realizar estampagem de metal de alta precisão em materiais mais finos que 0,1 mm? Que desafios surgem?
R: Sim, carimbamos materiais tão finos quanto 0,05 mm (cobre-berílio e aço inoxidável). No entanto, os desafios incluem o manuseio de materiais (bobinas finas dobram-se facilmente), ejeção de peças (a estática pode fazer com que as peças grudem nos punções) e medição (paquímetros padrão não podem ser usados). Abordamos isso usando servoalimentações com controle de tensão, ionizadores antiestáticos e micrômetros a laser sem contato para inspeção. Para estampagem de metal de alta precisão em materiais ultrafinos, também recomendamos velocidades de prensagem mais lentas (100–150 SPM) para reduzir a vibração. Entre em contato conosco com sua espessura específica e geometria da peça para uma análise de viabilidade.
Por que nos escolher para estampagem de metal de alta precisão
- Projeto interno de ferramentas e fabricação de matrizes de metal duro
- CMM e sistemas de visão para validação dimensional
- Controle estatístico de processo (SPC) em cada ciclo de produção
- Rastreabilidade total do material, desde a bobina até a peça acabada
- Relatório gratuito de inspeção do primeiro artigo com cada nova ferramenta
- Envio global para mais de 50 países
ContatoNuote Metalshoje para discutir o seuestampagem de metal de alta precisãoprojeto ou solicitar uma peça de amostra de uma ferramenta existente.
Hot Tags: Estamparia de metal de alta precisão, fabricante de estampagem de precisão na China, fornecedor de estampagem de metal de precisão
Enviar consulta
Por favor, sinta-se livre para dar o seu inquérito no formulário abaixo. Responderemos em 24 horas.









X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade