
Produtos









Componentes metálicos estampados
Em nossa fábrica na China, a Nuote Metals produz componentes metálicos estampados personalizados para diversos setores - automotivo, eletrodomésticos, eletrônicos e hardware. Usando prensas de alta velocidade e matrizes de precisão, transformamos aço, latão, alumínio ou aço inoxidável em peças complexas, sem rebarbas e com tolerâncias restritas. Quer você precise de suportes, clipes, terminais ou chassis, nosso processo de estampagem garante repetibilidade e economia. Resolva inconsistências de fornecimento e desvios dimensionais com componentes confiáveis entregues no prazo. Confie em nós pela qualidade que mantém sua linha de montagem funcionando perfeitamente.
Enviar consulta
Descrição do produto
A maioria das oficinas de estamparia busca grandes volumes de arruelas e suportes simples. Eles rejeitam pedidos com raios estreitos, dobras múltiplas ou quantidades inferiores a 50.000 peças. Isso deixa uma lacuna para designers que precisam de precisãocomponentes metálicos estampadosmas não pode comprometer-se com tiragens de milhões de peças ou tolerar prazos de entrega de ferramentas lentos.
Nuote Metalspreenche essa lacuna. Somos especializados em componentes metálicos estampados com geometrias complexas, volumes médios a baixos (5.000–200.000 peças) e prototipagem rápida. Esta página explica como fazemos isso, mostra dois exemplos reais e fornece os detalhes técnicos necessários para nos avaliar.

Dois pedidos reais – ambos rejeitados em outro lugar
Carcaça da bateria para dispositivos médicos (inox 304, 0,5 mm de espessura)
Uma startup médica projetou um sensor vestível. O compartimento da bateria exigia um bolso profundo, quatro furos de montagem perfurados na posição de ± 0,05 mm e uma aba dobrada em 90° com um raio interno de 0,3 mm. Três fornecedores de estamparia disseram não: a geometria era muito complexa para ferramentas progressivas a um custo razoável.
Aceitamos o desafio. Utilizando uma matriz de transferência (não progressiva), produzimos componentes metálicos estampados em lotes de 8.000 peças. A matriz de transferência nos permitiu escavar profundamente o bolsão em uma estação, fazer furos na próxima e cunhar o fundo para obter nivelamento. Entregamos as primeiras amostras em 18 dias. Após 50.000 peças, a matriz apresentou desgaste mínimo. O cliente recebeu autorização da FDA e fez novo pedido duas vezes.

Suporte para motor drone (alumínio 5052, 1,2 mm de espessura)
Um fabricante de drones industriais precisava de suportes de motor leves com quatro escareadores precisos e um braço dobrado complexo. O volume anual era de 15 mil peças – baixo demais para a maioria das estamparias, que queriam um mínimo de 50 mil. O cliente estava prestes a mudar para uma usinagem CNC cara.
A Nuote Metals citou uma matriz composta para características planas, além de um acessório de dobra simples. Essa abordagem híbrida custou 40% menos que a CNC e forneceu componentes metálicos estampados em 1,2 minutos por peça – mais lento que a estampagem progressiva, mas perfeitamente aceitável para 15.000 peças. O cliente economizou US$ 18.000 no primeiro ano. Eles agora usam nossos componentes metálicos estampados para três modelos de drones.
O que torna um componente estampado “complexo”?
Nem todas as estampagens são iguais. Categorizamos a complexidade por estes fatores:
| Recurso | Simples (maioria das lojas) | Complexo (nossa especialidade) |
|---|---|---|
| Raio de curvatura interno | > 2x espessura do material | 0,5x – 1x espessura do material |
| Tolerância de posição do furo | ±0,10 mm | ±0,025mm |
| Número de curvas | 1–2 | 4–8 |
| Profundidade de desenho profundo | <1x diâmetro | 2x – 3x diâmetro |
| Faixa de espessura do material | 1,0 – 3,0 mm | 0,2 – 4,0 mm |
Se o seucomponentes metálicos estampadoscair na coluna da direita, você encontrou o fornecedor certo.
Do material ao envio
estamos seguindo estritamente o gráfico abaixo para funcionar.

Nosso processo para pedidos de médio volume e alta complexidade
Não forçamos todas as partes a um dado progressivo. Em vez disso, combinamos a estratégia de ferramentas com seu volume e geometria.
Opções de ferramentas que oferecemos
Mortes progressivas– Para volumes acima de 100.000 peças com complexidade moderada.
Transferência morre– Para estampagens profundas complexas ou peças que requerem controle de estação independente. Nossas prensas de transferência funcionam de 40 a 80 golpes por minuto, ideais para componentes metálicos estampados com características de forma difíceis.
Composto morre– Para peças planas com tolerâncias de furo apertadas. Um golpe em branco e perfura simultaneamente.
Híbrido (matriz + acessório)– Para peças com estampagem simples seguida de dobra manual ou semimanual. Melhor para volumes abaixo de 20.000.
Prazos de entrega que você pode esperar
| Tipo de ferramenta | Design e Fabricação | Primeiras amostras | Produção (após aprovação) |
|---|---|---|---|
| Matriz composta | 12–15 dias | +3 dias | 5–7 dias |
| Dados de transferência | 20–25 dias | +5 dias | 10–12 dias |
| Morto progressivo | 25–35 dias | +5 dias | 7–10 dias |
| Híbrido (acessório) | 7–10 dias | +3 dias | 5–7 dias |
Para o alojamento da bateria médica, utilizamos uma matriz de transferência (22 dias para amostras). Para a montagem do drone, utilizamos ferramentas híbridas (9 dias para amostras).
Materiais que normalmente processamos
| Material | Faixa de espessura | Complexidade Típica | Uso Comum |
|---|---|---|---|
| 304/316 inoxidável | 0,2 – 1,5 mm | Alto (desenho profundo, curvas apertadas) | Equipamento médico, alimentar, marítimo |
| alumínio 5052/6061 | 0,5 – 3,0 mm | Médio (dobra, perfuração) | Suportes para drones, chassi eletrônico |
| Aço de baixo carbono | 0,5 – 4,0 mm | Baixo a médio | Suportes, gabinetes, hardware |
| Latão C260 | 0,3 – 1,5 mm | Médio (curvas decorativas) | Contatos elétricos, acabamento decorativo |
Mantemos um pequeno estoque de bobinas para cada um desses materiais, para que possamos produzir lotes de até 2.000 peças sem atrasos na troca de bobinas.
Qualidade sem estatísticas de milhões de partes
Não citamos Cpk em todas as dimensões. Para volumes médios, focamos na qualidade prática:
Inspeção do primeiro artigo– 100% das dimensões medidas em 5 peças de amostra.
Verificações em processo– A cada 200 peças para características críticas (posições de furos, ângulos de curvatura).
Amostra aleatória final– AQL 1.0 (II) de acordo com ANSI/ASQ Z1.4.
Cada remessa decomponentes metálicos estampadosinclui um relatório dimensional com valores medidos reais. Nenhum “certificado de conformidade” genérico sem dados.
Certificações que possuímos:ISO 9001:2015. As declarações RoHS e REACH são fornecidas para todos os materiais.

Políticas transparentes para componentes estampados
Prototipagem– Oferecemos ferramentas leves (matrizes de alumínio ou aço macio) para volumes abaixo de 1.000 peças. Prazo de entrega: 7–10 dias.
Exemplo de política– 20 peças grátis em ferramentais de produção (o cliente paga o frete).
Pedido mínimo– 2.000 peças para ferramental composto/híbrido; 5.000 para transferência/progressiva.
Propriedade de ferramentas– Você possui as ferramentas. Nós o armazenamos gratuitamente por 5 anos.
Encargos de NRE– Cotamos o ferramental separadamente do preço da peça. Sem taxas de configuração ocultas.
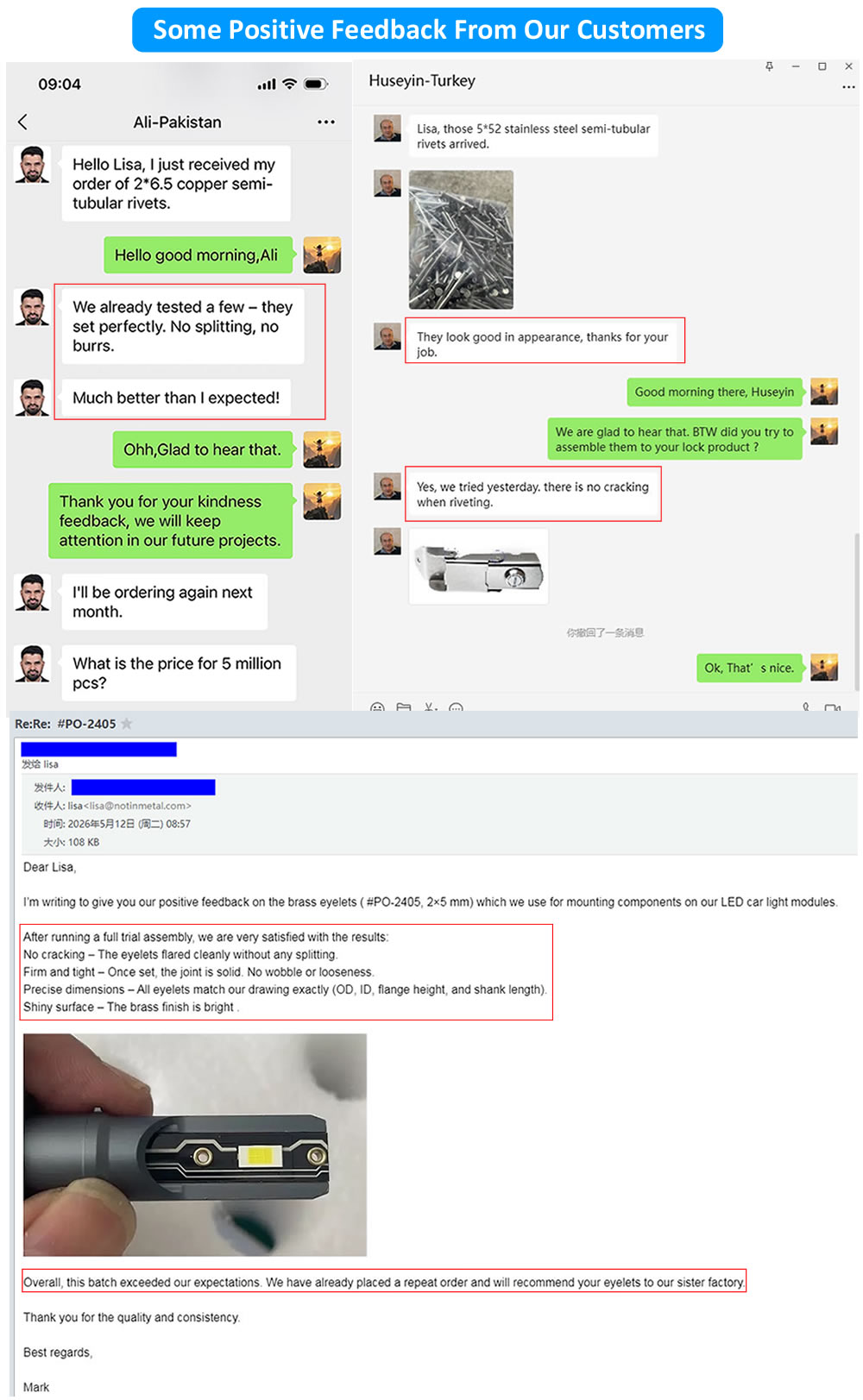
Ouça a voz dos nossos clientes
Perguntas que respondemos regularmente
Q1: Preciso de componentes de metal estampados com um raio de curvatura interno muito apertado (0,3 mm) em aço inoxidável de 1 mm. Você consegue fazer isso sem quebrar?
R: Sim, mas precisamos ajustar o processo. A flexão de ar padrão irá quebrar as fibras externas. Usamos um método de dobra inventado: o punção força o material em uma ranhura pré-cortada, comprimindo o raio interno. Isso permite um raio interno tão baixo quanto 0,3 mm em aço inoxidável 304. A compensação é uma tonelagem maior (adiciona 30 a 50% à carga da prensa) e um tempo de ciclo ligeiramente mais lento. Para o caso de alojamento médico acima, usamos curvas cunhadas para atingir um raio de 0,3 mm. Envie-nos seu desenho para verificarmos a viabilidade.
Q2: Como você lida com componentes de metal estampados com diâmetros de furo muito pequenos (0,5 mm) em latão com 0,8 mm de espessura?
R: Furos pequenos requerem punções de metal duro e placas decapantes guiadas. Para furos de 0,5 mm, o diâmetro do punção é menor que a espessura do material – o que representa uma perfuração de alto risco. Usamos um método de duas etapas: primeiro, um punção piloto menor (0,3 mm) cria uma guia e, em seguida, um punção de alargamento abre-a para 0,5 mm. Também diminuímos a velocidade da prensa para 120 SPM. Nossa taxa de sucesso (sem quebra de punção) é de 99,2% para furos de até 0,5 mm. Para furos abaixo de 0,5 mm, recomendamos ataque químico em vez de estampagem.
Solicite uma análise de viabilidade
Envie-nos um modelo 3D ou um desenho detalhado dos seus componentes metálicos estampados. Responderemos dentro de 24 horas com:
- Recomendação de ferramentas (tipo de matriz)
- Custo estimado de ferramentas e prazo de entrega
- Preço por peça para o seu volume anual
- Exemplo de prazo de entrega da peça
ContatoNuote Metalshoje. Sem obrigação, sem pressão – apenas uma avaliação de engenharia honesta.
Hot Tags: Componentes metálicos estampados, componentes estampados China, fabricante de componentes metálicos estampados
Enviar consulta
Por favor, sinta-se livre para dar o seu inquérito no formulário abaixo. Responderemos em 24 horas.









X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade