
Produtos






Estampagem de peças pequenas
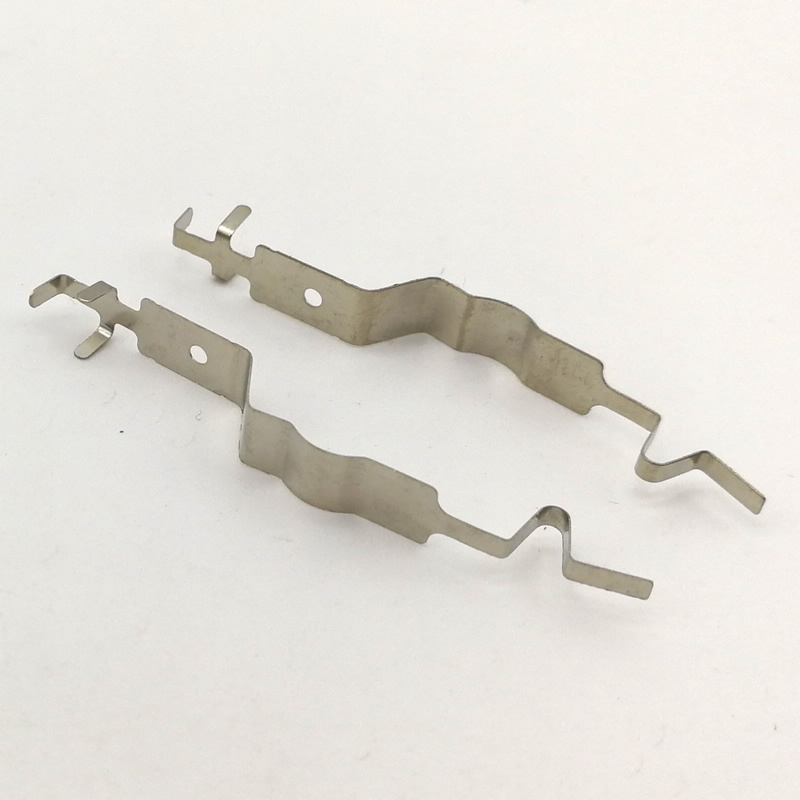
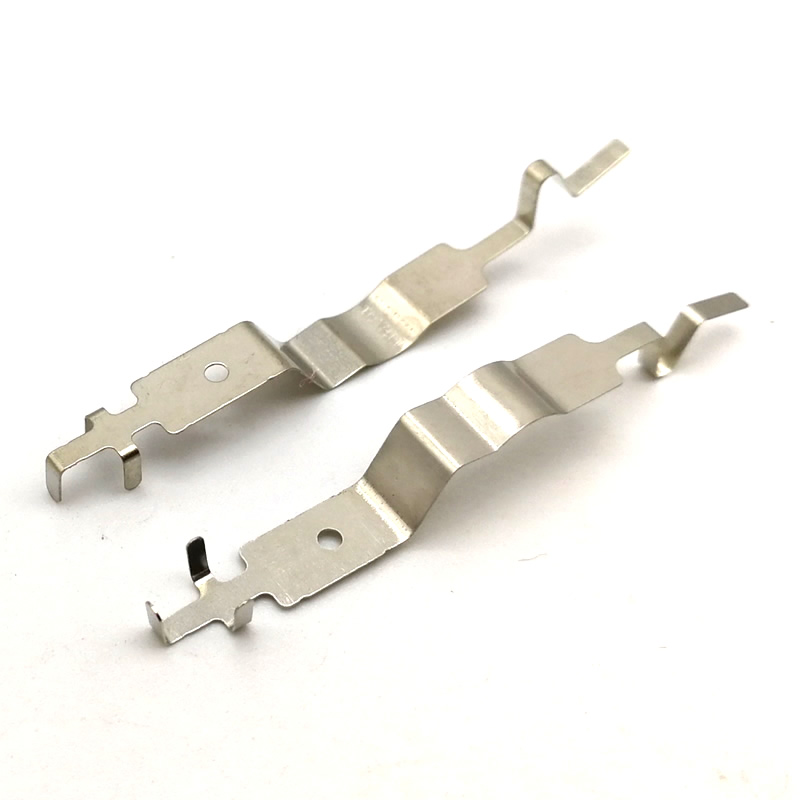
Da China, o fabricante Nuote Metals oferece estampagem personalizada de pequenas peças para eletrônicos e dispositivos médicos. As matrizes de precisão criam componentes minúsculos com tolerâncias restritas. Resolva desafios de miniaturização de maneira confiável. Confie no fabricante pela qualidade em cada pequeno detalhe.
Enviar consulta
Descrição do produto
No mundo da conformação de metais, o tamanho apresenta desafios únicos. A estampagem de peças pequenas – componentes medindo apenas alguns milímetros de diâmetro ou pesando frações de grama – requer equipamentos especializados, ferramentas e controle de processo. Uma pequena rebarba ou uma mudança dimensional de 0,02 mm pode inutilizar um lote inteiro.
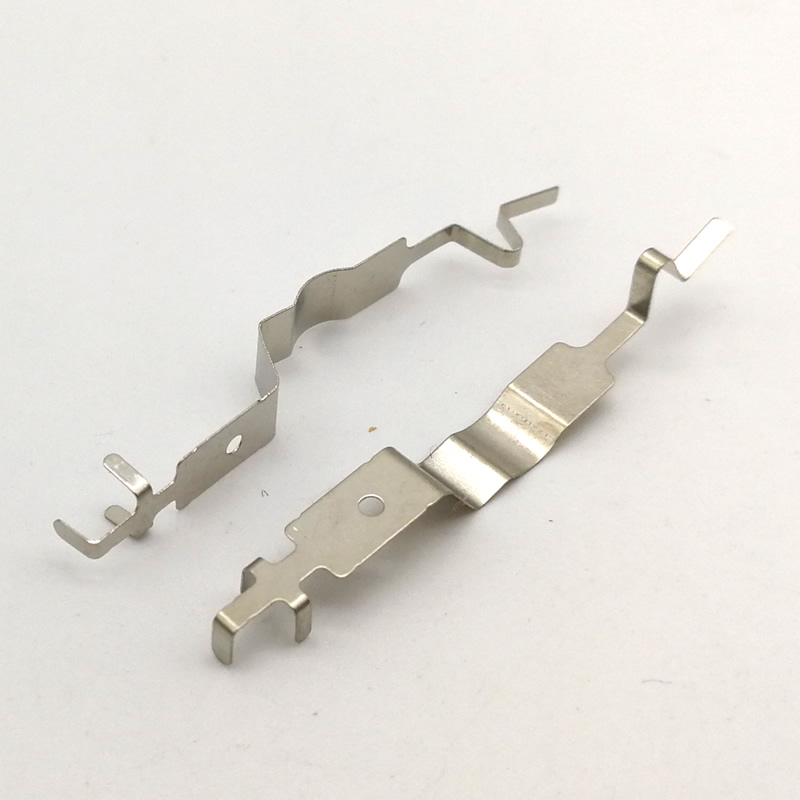
Nuote Metalspossui linhas de produção dedicadas especificamente paraestampagem de peças pequenas. Nossas prensas, alimentadores e matrizes são otimizados para componentes em miniatura usados em eletrônicos, dispositivos médicos, relojoaria e sistemas automotivos de precisão. Produzimos estampagem de peças pequenas em velocidades de até 1.200 golpes por minuto, com tolerâncias mantidas em ±0,01mm.
O que é estampagem de peças pequenas?
Estampagem de peças pequenassão componentes metálicos normalmente caracterizados por:
Dimensão máxima – Menos de 30 mm em qualquer direção
Espessura do material – Geralmente 0,1 mm a 1,5 mm
Peso – Muitas vezes menos de 5 gramas
Complexidade – Pode incluir múltiplas dobras, furos perfurados, recursos em relevo ou superfícies cunhadas
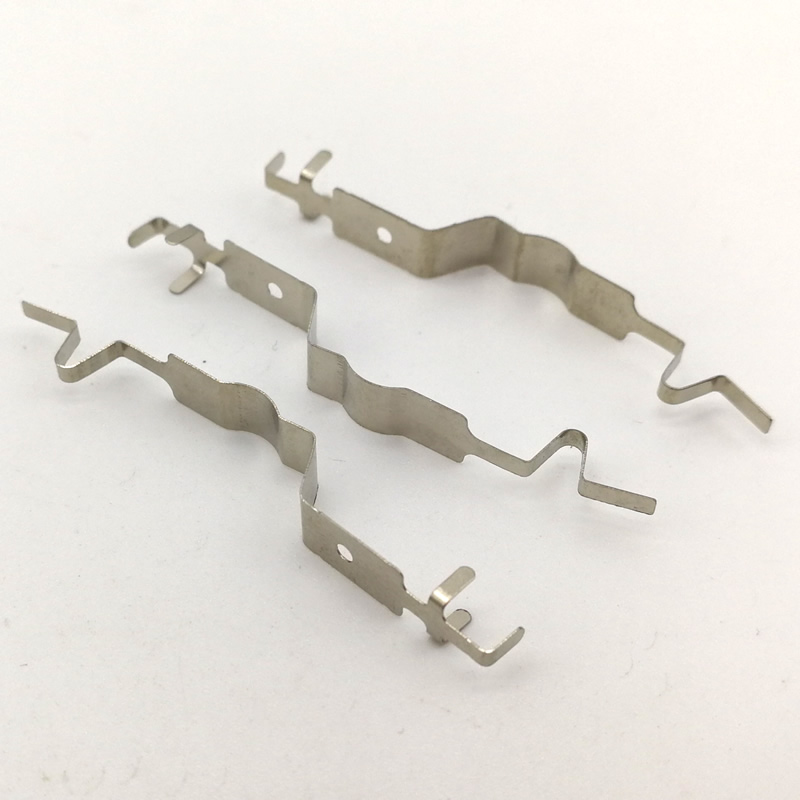
Exemplos de estampagem de peças pequenas incluem pinos de conectores, contatos de mola, tampas de proteção, terminais de bateria, elos de relógio, suportes de sensores e pontas de instrumentos cirúrgicos.
A economia depeças estampadassão únicos. Embora o preço da peça seja baixo, o ferramental é denso (muitas cavidades por matriz) e os requisitos de qualidade são excepcionalmente altos. A Nuote Metals refinou o processo para oferecer confiabilidade em escala.
Por que escolher a Nuote Metals para estampar peças pequenas?
Prensas Especializadas para Peças Pequenas
As prensas de estampagem padrão não são ideais paraestampagem de peças. A Nuote Metals opera prensas de precisão e alta velocidade com:
Comprimentos de curso curtos – 10 mm a 30 mm (reduz o tempo de ar, aumenta o SPM)
Estruturas com amortecimento de vibrações – Mantém o alinhamento da matriz em altas velocidades
Servo alimenta com precisão de ±0,02mm – Essencial para bobinas finas e estreitas
Sensores na matriz – Detectam falhas de alimentação, ejeção de peças e desgaste da ferramenta
Ferramentas projetadas para recursos em miniatura
Nossa morte porestampagem de peças pequenasnósar:
Punções de metal duro micro retificadas – Diâmetros tão pequenos quanto 0,3 mm
Pastilhas de metal duro – Suportam desgaste de alto ciclo
Ejeção positiva da peça – Pinos de ar ou mola evitam a aderência
Estações de verificação óptica – Câmeras internas para dimensões críticas
Sala Limpa e Protocolos de Manuseio
Peças pequenas são facilmente perdidas ou contaminadas.Nuote Metalsmantém:
Linhas dedicadas de embalagem de peças pequenas – Bandejas antiestáticas, fita e bobina ou sacos personalizados
Alimentadores magnéticos e vibratórios – Para contagem e embalagem automatizadas
Inspeção 100% visual – Ampliada para detectar defeitos superficiais invisíveis a olho nu
Confira o vídeo para ver como fazemos peças estampadas
Especificações Técnicas para Estampagem de Peças Pequenas
Opções de materiais
| Material | Espessura Comum (mm) | Peças pequenas típicas |
|---|---|---|
| Aço de baixo carbono (SPCC, 1008) | 0,15 – 1,0 | Arruelas, espaçadores, clipes |
| Aço inoxidável (304, 301 meio duro) | 0,10 – 0,8 | Contatos de mola, lâminas médicas |
| Latão (C260, C268) | 0,10 – 0,8 | Pinos do conector, terminais |
| Bronze fosforoso (C5191) | 0,10 – 0,5 | Molas de relé, lâminas de interruptor |
| Cobre-berílio (C17200) | 0,10 – 0,5 | Molas de alto desempenho, contatos de bateria |
| Alumínio (5052, 1100) | 0,15 – 1,0 | Escudos EMI, dissipadores de calor |
| Níquel prata | 0,10 – 0,5 | Guarnição eletrônica decorativa, contatos resistentes à corrosão |
Capacidades dimensionais para estampagem de peças pequenas
Nuote Metalsatinge as seguintes tolerâncias emestampagem de peças pequenas.
| Parâmetro | Capacidade padrão | Capacidade de alta precisão (mediante solicitação) |
|---|---|---|
| Comprimento/largura mínimo da peça | 1,0 mm | 0,8 mm |
| Diâmetro mínimo do furo | 0,3 mm (0,5 mm para materiais mais espessos) | 0,2 mm (com punção de metal duro) |
| Tolerância central furo a furo | ±0,025mm | ±0,010mm |
| Tolerância de contorno em branco | ±0,025mm | ±0,015mm |
| Ângulo de curvatura | ±0,5° | ±0,3° |
| Planicidade (acima de 10 mm de comprimento) | ±0,05mm | ±0,02 mm |
| Altura da rebarba (bordas cortadas) | ≤0,03mm | ≤0,01 mm (com rebarbação secundária) |
| Tolerância de espessura de cunhagem | ±0,010mm | ±0,005mm |
Velocidades e volumes de produção
| Espessura do Material | Velocidade típica de prensagem (SPM) | Produção diária (por turno) | Ordem Econômica Mínima |
|---|---|---|---|
| 0,1 – 0,3mm | 800 – 1.200 | 400.000 – 600.000 | 500.000 peças |
| 0,3 – 0,8 mm | 400 – 800 | 200.000 – 400.000 | 200.000 peças |
| 0,8 – 1,5 mm | 200 – 400 | 100.000 – 200.000 | 100.000 peças |
Observação:estampagem de peças pequenasem volumes mais baixos pode ser mais econômico usando corte a laser ou ataque químico.Nuote Metalsfornece recomendações de processo mediante cotação.
Configurações típicas de matrizes para estampagem de peças pequenas
| Tipo de matriz | Número de estações | Cavidades típicas por largura de tira | Melhor para |
|---|---|---|---|
| Progressivo de linha única | 8 – 20 | 1 – 2 | Peças complexas com dobras, moedas ou múltiplas perfurações |
| Progressivo de várias linhas | 10 – 30 | 4 – 16 | Peças planas simples (arruelas, clipes, terminais) |
| Dados de transferência | 6 – 12 | 1 (mas tira grande) | Peças pequenas maiores (acima de 15 mm) que requerem conformação pesada |
Nósnósa matrizes de múltiplas fileiras para alto volumeestampagem de peças, reduzindo o desperdício de tiras e aumentando a produção por curso de prensa.
Aplicações de estampagem de peças pequenas
Nuote Metalssuprimentosestampagem de peça pequenas para indústrias onde a precisão em escala miniatura é de missão crítica.
Eletrônicos e Conectores
Pinos do conector USB e HDMI (latão ou bronze fosforoso)
Contatos do suporte do cartão SIM (aço inoxidável, niquelado)
Contatos de mola de bateria para wearables
Protegendo os dedos e clipes de aterramento (cobre-berílio)
Quadros de chumbo para sensores e LEDs
Dispositivos Médicos
Bigorna de grampeador cirúrgico e componentes de cartucho
Pontas de ferramentas dentárias (inoxidáveis, com arestas vivas)
Conectores de dispositivos implantáveis (titânio ou aço inoxidável 316L)
Anéis de travamento do cubo do cateter
Contatos de tira de teste de diagnóstico (banhados a ouro)
Automotivo e VE
Terminais da caixa de fusíveis (latão estanhado)
Clipes do chicote de fios (aço mola)
Suportes de montagem do sensor (inox fino)
Lâminas de contato da porta de carregamento
Barramentos do sistema de gerenciamento de bateria (formato pequeno)
Relojoaria e Micromecânica
Pontes de trem de engrenagens (latão)
Hastes de ajuste manual (peças estampadas para usinagem adicional)
Clipes de mola da caixa
Anéis espaçadores de movimento
Produtos de consumo
Contatos de carregamento de fones de ouvido (aço inoxidável banhado a ouro)
Placas de montagem do motor drone (alumínio)
Terminais de bateria de controle remoto
Controles deslizantes de zíper e abas de puxar (pequeno aço estampado)
Componentes de fivela para mochilas
Garantia de qualidade para estampagem de peças pequenas – EEAT na prática
Nuote Metalsaplica protocolos de qualidade especializados para componentes em miniatura.
Experiência com microferramentas
Nossos fabricantes de ferramentas têm décadas de experiência na retificação de punções de até 0,3 mm de diâmetro. Usamos eletroerosão a fio e retificação por gabarito para obter folgas na matriz de 5 a 8% por lado – essenciais para um corte limpo de materiais finos e sem rebarbas.
Experiência em inspeção de alta ampliação
As ferramentas de medição padrão são insuficientes para estampar peças pequenas. Nuote Metais usa:
Sistemas de medição de visão – ampliação de 100x com resolução submícron
Micrômetros laser Keyence – Medição sem contato a 1.000 leituras/segundo
Microscopia eletrônica de varredura (MEV) – Para análise de falhas e verificação de qualidade de borda (terceirizada conforme necessário)
Autoridade por meio de padrões da indústria
Nossoestampagem de peças pequenascumprir com:
ISO 9001:2015 – Gestão da qualidade
IPC-610 – Aceitabilidade de conjuntos eletrônicos (para conectores e peças de contato)
RoHS e REACH – Conformidade de materiais para eletrônicos
IATF 16949 – Qualidade automotiva (disponível para pequenas peças automotivas)
Confiança através de inspeção 100% automatizada
Para estampagem crítica de peças pequenas,Nuote Metalsimplementa:
Sensores ópticos na matriz – Verifique a presença da peça e a geometria básica a 1.200 SPM
Classificação visual pós-estampagem – Rejeita peças com defeitos dimensionais ou superficiais
Fita e bobina com contagem automatizada – Garante quantidades exatas sem falta de peças
Desafios comuns na estampagem de peças pequenas e como a Nuote Metals os resolve
| Desafio | Causa raiz | Solução Nuote Metais |
|---|---|---|
| Rebarbas em microfuros | Deflexão do punção ou folga inadequada | Punções de metal duro com placas stripper guiadas; folga otimizada por espessura |
| Parte grudada no punção (picking) | Vácuo ou carga estática | Ejeção de ar positiva; punções revestidos (TiN ou DLC); ionizador antiestático |
| Inconsistência dimensional na largura da tira | Tensão irregular da bobina ou erro de alimentação | Alimentação servo com controle em malha fechada; alisador com rolos de aperto |
| Peças dobradas ou torcidas após a estampagem | Tensão residual de cunhagem ou flexão | Alívio de tensão em linha (calor); estações de contra-flexão |
| Faltando peças durante a embalagem | Atração estática ou tamanho pequeno | Bandejas antiestáticas; alimentadores vibratórios automatizados com sensores de contagem |
Perguntas frequentes sobre estampagem de peças pequenas
Abaixo estão as consultas técnicas mais comuns recebidas pornós a respeito deestampagem de peças.
Q1: Qual é o menor tamanho de estampagem de peças pequenas que a Nuote Metals pode produzir?
R: A Nuote Metals produziu estampagem de peças pequenas de até 0,8 mm de comprimento e 0,3 mm de largura, com espessura de material de 0,1 mm. O mínimo prático depende da complexidade do recurso. Para uma arruela plana simples ou almofada de contato, podemos estampar peças de até 0,5 mm de diâmetro usando ferramentas de metal duro e prensas de alta velocidade. Para peças que requerem furos, o diâmetro mínimo do furo é de 0,2 mm (espessura do material ≤0,15 mm). Para peças com curvas ou recursos formados, o tamanho mínimo da peça é de aproximadamente 1,5 mm em qualquer dimensão para permitir folga da ferramenta. Se a sua estampagem de peças pequenas for menor que esses limites, a Nuote Metals pode recomendar processos alternativos, como gravação fotoquímica (PCM) ou microusinagem a laser. Incentivamos você a enviar seu desenho para uma análise de viabilidade – nossos engenheiros aconselharão se a estampagem é técnica e economicamente viável.
P2: Como a Nuote Metals controla rebarbas na estampagem de peças pequenas, especialmente quando as peças serão manuseadas ou em contato com componentes sensíveis?
R: O controle de rebarbas é a principal preocupação de qualidade na estampagem de peças pequenas.Nuote Metalsnósa uma abordagem de três níveis. Primeiro, folgas otimizadas da matriz: para materiais finos (abaixo de 0,3 mm), mantemos uma folga entre punção e matriz de apenas 3–5% por lado, o que reduz drasticamente a formação de rebarbas, mas requer punções de metal duro para evitar desgaste. Em segundo lugar, manutenção de ferramentas afiadas: rastreamos contagens de golpes de punção e substituímos ou reafiamos punções a cada 500.000 a 2.000.000 golpes, dependendo da abrasividade do material. Terceiro, rebarbação secundária para estampagem crítica de peças pequenas: oferecemos tambor vibratório com mídia cerâmica ou plástica, que produz um raio de borda uniforme de 0,01–0,03 mm e remove rebarbas até ≤0,01 mm de altura. Para peças que não toleram qualquer rebarba detectável (por exemplo, lâminas médicas ou contatos elétricos que não devem riscar as superfícies de contato), oferecemos eletropolimento (para aço inoxidável) ou jateamento microabrasivo. Especifique a altura máxima de rebarba permitida no desenho e a Nuote Metals selecionará o processo apropriado.
Q3: Qual é o prazo de entrega típico para ferramentas e primeiras amostras de estampagem de peças pequenas?
R: Prazos de entrega paraestampagem de peças pequenasdependem da complexidade da peça e da construção da matriz. Para peças planas simples (arruelas, clipes, terminais) que podem usar matrizes de múltiplas fileiras com 2 a 4 estações, a Nuote Metals normalmente entrega as primeiras amostras em 15 a 20 dias úteis após a aprovação do desenho. Para estampagem complexa de peças pequenas com múltiplas dobras, cunhagem e recursos de perfuração que exigem matrizes progressivas com 8 a 15 estações, o prazo de entrega das ferramentas varia de 25 a 35 dias úteis. Oferecemos um serviço rápido (taxa adicional de 30% de ferramentas) que reduz o prazo de entrega em 7 a 10 dias. Após a aprovação do ferramental, fornecemos 20 peças de amostra grátis para inspeção do cliente. O prazo de produção para estampagem de peças pequenas é normalmente de 10 a 15 dias úteis para pedidos de até 500.000 peças, assumindo que o revestimento ou operações secundárias sejam padrão. Entre em contato com a Nuote Metals com o desenho da sua peça para obter um cronograma específico.
Q4: Como a estampagem de peças pequenas é embalada para evitar perdas ou danos durante o transporte? Você pode fornecer fita e bobina para montagem automatizada?
R: Sim, a Nuote Metals oferece diversas opções de embalagens paraestampagem de peças. Para montagem manual ou uso de baixo volume, fornecemos sacos de poliéster antiestáticos com fechos selados a quente e dessecante, normalmente embalados em 1.000 a 10.000 peças por saco (dependendo do tamanho da peça). Para montagem automatizada de coleta e colocação, oferecemos embalagens de fita e bobina de acordo com os padrões EIA-481 – disponíveis para peças tão pequenas quanto 1,0 mm x 1,0 mm. Nosso serviço de fita e bobina inclui fita transportadora antiestática, fita de cobertura com força de remoção controlada e bobinas de plástico em diâmetros de 7 ou 13 polegadas. Para estampar peças muito pequenas ou delicadas, também oferecemos bandejas de waffle (padrão JEDEC) com bolsos individuais para evitar que as peças se toquem. Para pedidos de alto volume, podemos fornecer embalagens a granel com contagem e etiquetagem automatizadas. Especifique seu método de embalagem preferido no momento da cotação – normalmente não há custo adicional para fita e bobina para pedidos acima de 50.000 peças.
Por que fazer parceria com a Nuote Metals para estampar peças?
Produzindoestampagem de peçasem grande escala requer conhecimentos especializados que as oficinas de estamparia em geral não podem fornecer. A Nuote Metais oferece:
Velocidades de prensagem de até 1.200 SPM – Otimizado para peças em miniatura
Tolerâncias de ±0,01 mm – verificadas por medição visual
Materiais tão finos quanto 0,1 mm – Do aço para molas ao cobre-berílio
Matrizes de múltiplas fileiras – Até 16 cavidades por curso para peças planas
Inspeção na matriz e pós-selo – classificação visual 100% disponível
Embalagem de fita e bobina – Pronta para montagem automatizada
Serviço de prototipagem – Ferramentas flexíveis para validação de baixo volume
Feedback gratuito do DFM – Identificamos possíveis problemas antes da ferramenta
ContatoNuote Metalshoje para enviar seu desenho ou discutir seuestampagem de peças pequenasrequisitos.
Hot Tags: Estampagem de peças pequenas, Fábrica de peças de estampagem, China estampagem de peças pequenas
Enviar consulta
Por favor, sinta-se livre para dar o seu inquérito no formulário abaixo. Responderemos em 24 horas.









X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade